
Impression 3D HP MJF (Multi Jet Fusion)

Support pour disque

Cage de fixation

Conduite d’air

Outillage optique

Maquette Stator

Clip

Pipe d’admission

Structure de violon

Structure modèle réduit

Maquette de bateau brise glace

Soufflet

Calandre modèle réduit

Carter de protection

Engrenage

Support Ifremer

Support moteur

Outillage

Prototype médical

Coque Smartphone

Connexion tubulaire

Support Ifremer

Collecteur d’admission

Pignon ponceuse

Microtubule et kinésine
Vue d’ensemble de l’impression 3D MJF
Avec un résultat très proche de la technologie d’impression 3D SLS, la technologie d’impression 3D MJF (Multi Jet Fusion) d’HP est un procédé d’impression 3D dans lequel les pièces sont fabriquées par fusion de poudre polymère (généralement du nylon PA12 ou PA11). Les poudres sont agglomérées à l’aide d’une source de chaleur.
Le procédé est le suivant : une couche de poudre est déposée, puis des agents (sous forme d’encre) sont appliqués : un agent liant pour fusionner sélectivement la poudre et un agent détaillant pour améliorer l‘état de surface de la pièce.
La poudre non fusionnée reste en place pour supporter les couches suivantes, éliminant ainsi le besoin de supports bien connus en technologie FDM.
Étant donné que plusieurs pièces peuvent être fabriqués simultanément, ce procédé est très productif pour de l’impression 3D en série.
Avantages de l’impression 3D MJF
- Aucune trace de support contrairement à la technologie FDM
- Beaucoup plus résistant que la technologie FDM
- Grande liberté de forme
- Étanche
Inconvénients de l’impression 3D MJF
- Aspect très légèrement granuleux
- Limité au gris, blanc naturel ou noir par teinture
- Impression (multi) couleur possible uniquement en PA12.
Guide de conception pour l’impression 3D MJF
Points importants en impression 3D MJF
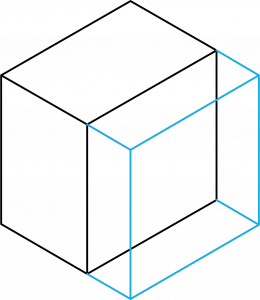
- Prévoyez ±0.4% (avec un minimum de ±0.4mm) de variation entre le fichier 3D et la pièce réalisée.
- Définissez des épaisseurs constantes de paroi d’au minimum 1mm et maximum 10mm
- Pour les différents détails, prévoyez une taille minimale de 0.8mm
Plusieurs objets dans un même fichier 3D
Nous vous demandons de créer un fichier 3D par objet physique.
Résolution d’impression
Hauteur de couches : 80 microns.
Dimensions maximales
Taille d’impression maximale : 380x280x380mm
Tolérances
Prévoyez ±0.3% (avec un minimum de ±0.3mm) de variation entre le fichier 3D et la pièce réalisée.
La précision dimensionnelle est meilleure qu’en technologie FDM.
Attention cependant, en raison des températures élevées dans le bac de poudre pendant l’étape d’impression, un retrait et un gauchissement peuvent se produire. Les pièces sont généralement refroidies lentement pour limiter ces phénomènes. Les grandes surfaces planes sont les plus à risque.
Notre conseil : pour les grandes parties plates et linéaires, pensez à ajouter des nervures pour augmenter la rigidité. Evitez les grandes masses de matière.
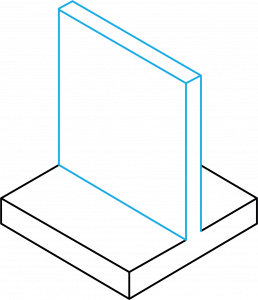
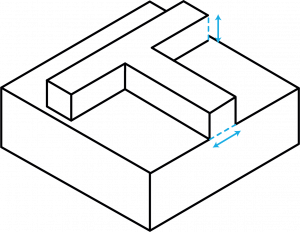
Epaisseurs des parois
L’épaisseur de paroi de votre pièce doit être au minimum de 1mm.
Pour des problématiques de déformation de la matière, nous vous demandons une épaisseur maximale de 10 mm avec des épaisseurs constantes.
Si ces conditions ne sont pas respectées et si la faisabilité technique le nécessite, nous nous réservons le droit de réaliser la pièce en coque. Dans ce cas, l’intérieur de la pièce est composé de poudre non fusionnée.
Jeux d’assemblages
Espace minimum d’assemblage (au rayon) : ±0.4% (avec un minimum de ±0.4mm).
Lors de la conception de vos fichiers 3D, il est important de prendre en compte les tolérances dimensionnelles d’un procédé de fabrication afin d’anticiper les éventuelles variations, notamment s’il y a des assemblages.
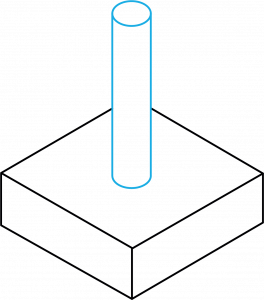
Tailles des différents éléments
Pour les broches, tiges, poignées, et autres petits éléments, la taille minimale recommandée est de 0.8mm.
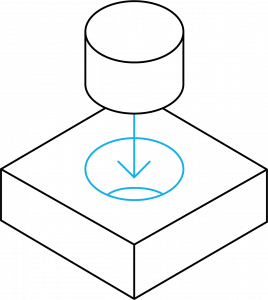
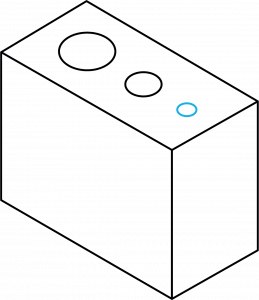
Perçages
Pour éviter qu’ils soient bouchés, les trous doivent avoir un diamètre supérieur à 1.5mm.
Détails en relief et gravures
Pour vous garantir une visibilité, nous vous demandons :
- Une profondeur minimale de gravure de 0.5mm
- Une hauteur minimale de relief de 0.5mm
Pour les textes, une hauteur de police minimale de 4mm sans empattement.
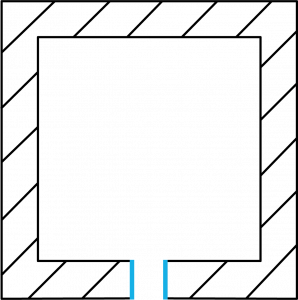
Evidement et pièces creuses
Pour limiter les coûts et éviter déformations dues aux parois épaisses, nous vous conseillons de réaliser des pièces creuses avec des parois de 5mm afin de réduire les coûts.
Notre conseil : pensez à prévoir au moins 2 trous d’échappement afin de pouvoir éliminer la poudre non frittée après fabrication. Ces trous doivent avoir un diamètre minimum de 20mm.
Nous pouvons évider votre pièce et ajouter les trous nécessaire pour un tarif de 80€ HT.
Dépoudrage/sablage
En fin d’impression, les pièces produites sont récupérées depuis un “cake” de poudre. S’en suit 2 étapes :
- dépoudrage par brossage afin de récupérer la poudre non utilisée. Cette poudre récupérée sera réutilisée en la mélangeant à de la poudre neuve
- sablage par projection d’un média afin de retirer les excédents de poudre non fusionnée
En conséquence, si l’accès à certaines zones n’est pas possible pour projeter le média de sablage et extraire la poudre non fusionnée, nous ne serons pas en mesure de retirer l’intégralité de la poudre.
Paramètres d’impression 3D MJF
Matériaux
Opter pour un matériau d’impression suppose d’avoir en amont une vision claire du résultat souhaité :
- L’objet final sera-t-il un prototype ou un produit fini ?
- Quelles propriétés physiques et mécaniques devra-t-il avoir ?
- Quels sont ses usages ?
- Quelles sont ses dimensions ?
- Sera-t-il exposé en extérieur ou en intérieur ?
- Doit-il résister à des contraintes thermiques ?
- Doit-il respecter une norme particulière (contact alimentaire, norme anti-feu,…) ?
En répondant à toutes ces questions, vous trouverez sûrement quel matériau est le plus adapté à votre usage grâce à notre tableau comparatif de nos différents matériaux.
Remplissage
Les pièces sont toujours pleines (remplissage 100%).
Option teinture noire
Rendu plus qualitatif que le gris standard. La teinture imprègne l’extérieur des pièces jusqu’à 0.5mm de profondeur.
Délai : +1 jour ouvré

Priorité
Nous estimons en moyenne entre 8 à 12 jours ouvrés pour réaliser une pièce.